
Jednym z głównych producentów pieców oraz linii do palenia kawy na świecie jest firma Coffed pochodząca z Piły. Dzięki wieloletniemu doświadczeniu oraz stosowaniu wysokiej jakości komponentów w procesie produkcji, projektowane przez nią maszyny są technicznie dopracowane, co wpływa na ich niezawodność, funkcjonalność, a także na unikatowy design. Konstruktorzy firmy Coffed zdecydowali się na wykorzystanie w swoich projektach standardowych elementów z oferty Elesa+Ganter. W niniejszym artykule przedstawiamy case study z tej współpracy.
"Zastosowanie standardowych elementów maszyn z naszej oferty przez firmę Coffed w ich liniach do palenia kawy jest doskonałym przykładem tego, jak szeroka gama naszych produktów może służyć różnorodnym zastosowaniom. Dzięki wsparciu naszych doradców technicznych, którzy zapewniają profesjonalne doradztwo, nasi Klienci mogą być pewni, że wybrane rozwiązania idealnie wpasują się w ich potrzeby konstrukcyjne. To z kolei gwarantuje, że wyprodukowane przez nich urządzenia będą nie tylko wysoko funkcjonalne, ale również estetycznie dopracowane." – powiedział Filip Granowski, Dyrektor Zarządzający Elesa+Ganter Polska.

Kawa odgrywa ważną rolę w życiu wielu ludzi i jest jednym z najbardziej popularnych napojów, spożywanych codziennie przez miliony ludzi na świecie. Nie tylko podnosi poziom energii i koncentracji, ale także poprawia nastrój.
Kluczowym procesem podczas produkcji kawy jest jej palenie. Palenie kawy przyczynia się do wydobywania pełnego potencjału smakowego i aromatycznego ziaren kawowych. Dzięki paleniu, kawa nabiera charakterystycznych cech i staje się napojem, który cieszy nasze zmysły.

Rys. 1. Piec do palenia kawy SR60 firmy Coffed
Standardowa linia do palenia kawy (Rys. 2) składa się m.in. z zasypu dolnego, gdzie zasypywane są zielone ziarna kawy. Z tego miejsca przy pomocy dmuchawy oraz ciągu rur, kawa jest transportowana do zasypu górnego. Po rozgrzaniu pieca z zasypu górnego, trafia do bębna, w którym następuje proces palenia (prażenia) kawy. W trakcie tego procesu powstają spaliny, które przy pomocy urządzenia zwanego cyklonem zostają oczyszczone z łusek kawy. Łuski trafiają do specjalnych wiader pod cyklonem. Cały proces prażenia kawy jest automatycznie regulowany przy pomocy sterownika PLC z panelem HMI, dzięki czemu można dostosować parametry do uzyskania odpowiednich właściwości lub aromatu kawy. Następnie ziarna trafiają na schładzacz. Specjalne łopatki mieszają kawę dla równomiernego schłodzenia, po czym trafia ona do odkamieniacza, który odpowiada za usuwanie niechcianych zanieczyszczeń takich jak: drobne kamienie lub opiłki metali.
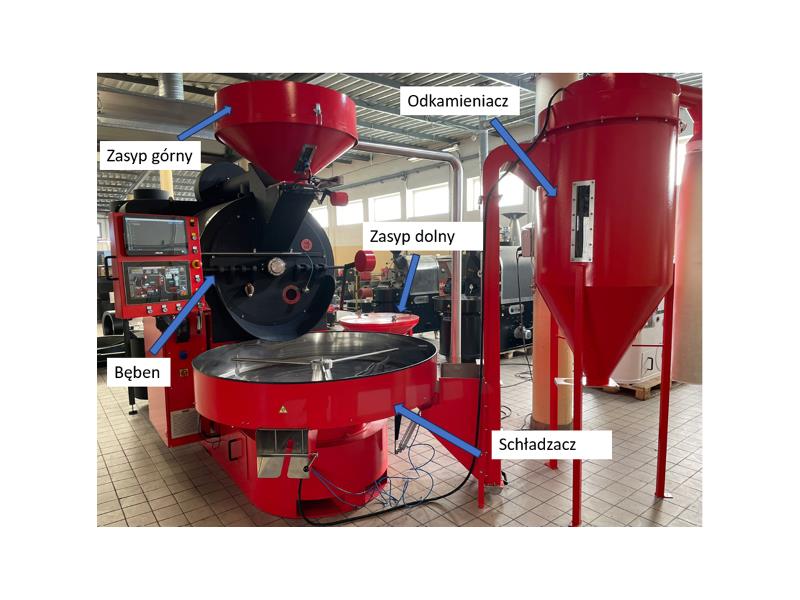
Rys. 2. Linia do palenia kawy
ZASYP DOLNY
Zasyp dolny linii do palenia kawy został wyposażony w stopy wahliwe LV.F (Rys. 3) z podkładką antypoślizgową oraz możliwością kotwienia do podłoża. Do otwieranej pokrywy zasypu wykorzystano zawiasy CFA oraz uchwyt M.643 (Rys. 4).

Rys. 3 Stopy wahliwe w zasypie dolnym
Stopa LV.F składa się z podstawy wykonanej z wzmocnionego włóknami szklanymi technopolimeru na bazie poliamidu (PA), podkładki antypoślizgowej z gumy NBR oraz gwintowanego trzpienia z przegubem kulowym ze stali ocynkowanej z chwytem pod klucz płaski. Podstawa stopy charakteryzuje się niewielkim radełkowaniem, dzięki czemu nawet bez użycia podkładki antypoślizgowej zapewnia doskonałą przyczepność oraz stabilność. Dodatkową zaletą stopy jest możliwość jej kotwienia w podłożu. Cienką warstwę materiału zakrywającą otwory kotwiące można w łatwy sposób usunąć metalowym narzędziem. Warstwa ta jest również przydatna w sytuacji, gdy nie ma potrzeby przytwierdzania stopy do podłoża, a jednocześnie chcemy ochronić otwory przed zabrudzeniami.

Rys. 4 Zawiasy CFA i uchwyt M.643 w pokrywie zasypu dolnego
Zawias CFA wykonany jest z technopolimeru na bazie poliamidu (PA). Cechuje się dobrymi właściwościami udarnościowymi. Zakres kąta obrotu od -35° do 180°.
Z kolei uchwyt M.643 jest produkowany z technopolimeru na bazie poliamidu (PA). Jego montaż odbywa się przy pomocy mosiężnych wtopek z gwintowanymi otworami. Wykorzystany przez firmę Coffed w różnych aplikacjach cechuje się wysoką sztywnością oraz gwarantuje pewny i wygodny chwyt.
CYKLONY
W cyklonach zainstalowano stopy wahliwe LV.F, zapięcia kątowe GN 851.1 oraz pokrętła VCT.

Rys. 5. Zapięcia kątowe GN 851.1 wykorzystane w cyklonach
W przypadku zapięcia kątowego serii GN 851.1 ruch wahadłowy dźwigni powoduje dociągnięcie zaczepu do jego korpusu. Mechanizm kolanowy przytrzymuje zapięcie po zamknięciu. W tej pozycji pętla zaciskowa ułożona jest prostopadle do ramienia zaciskowego. Długość pętli jest regulowana poprzez skręcanie/odkręcanie nakrętek znajdujących się w zestawie. Oprócz katalogowych rozmiarów, dostępne są również pętle zaciskowe GN 951.1 o różnej długości , które kompletuje się do zapięć bez pętli.

Rys. 6 Regulacja przy pomocy pokrętła VCT
Pokrętła serii VCT są wykonane z wysoce udarowego technopolimeru na bazie polipropoylenu (PP). Zostały wykorzystane w cyklonie i służą do blokady dźwigni klapki zsypu. Ciekawą zaletą tych pokręteł jest wybór koloru zaślepki (siedem kolorów), dzięki czemu można dostosować go pod barwy firmowe klienta czy wykorzystać w praktyczny sposób np. do identyfikacji wykonywanej czynności.
W niektórych wersjach pieców obsługiwanych ręcznie są również stosowane koła ręczne serii DIN 950, rękojeści I.622 oraz gałki kuliste DIN 319.
Koła DIN 950 (Rys. 7) są odpowiedzialne za regulację przepływu powietrza z bębna pieca.

Rys. 7 Regulacja przepływu powietrza przy pomocy kół ręcznych DIN 950
Konstruktorzy firmy Coffed zastosowali koło ręczne wykonane z aluminium w wersji bez rękojeści oraz rowka wpustowego. Wieniec koła został poddany obróbce toczenia oraz polerowania. Pozostałe powierzchnie są piaskowane na mat.
Gałki kuliste DIN 319 (Rys. 8) służą jako pochwyt w zasuwie pomiędzy zasypem górnym a bębnem pieca (Rys. 9). Po wsunięciu zasuwy, następuje wsypanie ziarna kawy z zasypu do bębna.

Rys. 8 Gałka kulista DIN 319 zamocowana na zasuwie
Rękojeści I.622 zamontowane na odważniku (Rys. 9) służą do podnoszenia klapy bębna, przez którą następuje zsyp uprażonej kawy na schładzacz. Wykorzystany odważnik powoduje samoczynne domykanie się klapy.

Rys. 9 Rękojeść I.622 wraz z odważnikiem
Rękojeść I.622 została wykonana z technopolimeru na bazie poliadmidu (PA) i wykończona na połysk. Należy do serii Elecolors, dzięki czemu jest dostępna w różnych wersjach kolorystycznych. Zastosowanie kolorowych elementów wpływa na design i estetykę maszyn oraz umożliwia kompatybilność z innymi komponentami z tej serii. Inną korzyścią z zastosowania koloru może być wykorzystanie jego funkcjonalności np. do rozróżnienia wykonywanych czynności podczas procesu.
Linki do stron katalogowych opisywanych produktów znajdują się poniżej:
• strona firmy Coffed
• Stopy wahliwe LV.F
• Zawias serii CFA
• Uchwyt serii M.643
• zapięcia kątowe serii GN 851.1
• pokrętło serii VCT
• pętle zaciskowe GN 951.1
• koła ręczne serii DIN 950
• rękojeści I.622
• gałki kuliste DIN 319
• link do filmu z procesu palenia kawy : https://youtu.be/eVrcHP-G5Q0
ELESA+GANTER®
ELESA+GANTER jest spółką joint-venture, stworzoną przez dwóch liderów w branży standardowych elementów maszyn: Elesa S.p.A (Monza, Milano, Italy) i Otto Ganter GmbH & Co. KG (Furtwangen, Germany).
ELESA+GANTER® to ponad 85 000 standardowych elementów i części do maszyn i urządzeń oraz wiele produktów specjalnych wykonywanych pod określone, specyficzne wymagania klienta. Elementy standardowe Elesa+Ganter® łączą w sobie zarówno najwyższą jakość, funkcjonalność, innowacyjność, jak i dbałość o wzornictwo. Potwierdza to ponad 180 patentów i zastrzeżonych wzorów oraz ponad 50 nagród z najbardziej prestiżowych światowych wystaw i konkursów w dziedzinie wzornictwa przemysłowego m.in. „International Forum Design Award", „Compasso d'Oro" w Mediolanie czy „Design Center" w Stuttgarcie. Wszystkie produkty E+G produkowane są zgodnie z normą ISO 9001:2008 oraz normą środowiskową ISO 14001:2004.
Światowa sieć dystrybucji produktów Elesa+Ganter obejmuje 70 krajów.
ELESA+GANTER Polska Sp. z o.o. jest częścią grupy ELESA+GANTER® i zajmuje się dystrybucją produktów rodzimej marki. Wykwalifikowana kadra i magazyn w Polsce gwarantują oprócz najwyższej jakości produktów, doradztwo techniczne u klientów, profesjonalną i szybką obsługę sprzedażową (40 000 elementów E+G dostarczane jest w systemie 24h z magazynu w Polsce).
Więcej informacji o firmie i jej ofercie, katalog produktów, tabele wymiarów, darmowe pliki 2D i 3D do pobrania, a także sklep internetowy znajdują się na stronie: www.elesa-ganter.pl.
Szczegółowe informacje o nowościach i zastosowaniach produktów E+G można także przeczytać w Magazynie dla Konstruktorów na stronie info.elesa-ganter.pl.
Czytaj także
-

Nowość! Nierdzewne pierścienie pozycjonujące GN 187.5
Firma Elesa+Ganter rozszerzyła grupę produktową Elementy Maszyn o nierdzewne pierścienie pozycjonujące serii GN 187.5 (Rys.1) oraz dedykowane do...
-

Najbardziej kompaktowy system kontroli ruchu na rynku
Nowy zintegrowany kontroler ruchu 22xx...BX4 IMC jest zamknięty we wspólnej obudowie z silnikami bezszczotkowymi o wysokiej mocy należącymi do...
-

-

-

-

-

-

