SMED (Single-Minute Exchange of Dies) to metoda opracowana przez Shigeo Shingo – japońskiego inżyniera, w celu skrócenia czasu przezbrojenia maszyn produkcyjnych. Termin „Single-Minute" oznacza, że zmiana oprzyrządowania (np. matryc) powinna być możliwa do wykonania w czasie krótszym niż 10 minut, czyli w pojedynczych minutach.
SMED jest kluczowym elementem w systemach produkcji just-in-time (JIT) i lean manufacturing, ponieważ umożliwia szybkie i elastyczne dostosowanie linii produkcyjnej do zmieniających się wymagań, co pozwala na produkcję mniejszych partii towarów bez zwiększania kosztów operacyjnych.
Firma Protech to lider obróbki stali pod kątem cięcia, gięcia i spawania. W swoim portfolio ma realizacje wielu konstrukcji spawanych, a dzięki zrobotyzowanym celom spawalniczym jest w stanie wykonać małe i duże serie w krótkim czasie, zgodnie z ideą SMED. Sama zrobotyzowana cela to nie wszystko, ponieważ spawany lub obrabiany detal musi być odpowiednio szybko i pewnie zamocowany. W tym celu inżynierowie Firmy Protech podczas projektowania i budowy nowych stanowisk, wykorzystują między innymi łapy dociskowe GN 9192 firmy Elesa+Ganter. Ich funkcjonalność i właściwości zostały szerzej opisane w artykule Łapy dociskowe GN 9192 do mocowania obrabianych przedmiotów.
 Rys. 1 Łapy dociskowe GN 9192 wraz z akcesoriami
Rys. 1 Łapy dociskowe GN 9192 wraz z akcesoriami
W zależności od procesu produkcyjnego, konstruktorzy oprzyrządowania z firmy Protech stosują znormalizowane elementy do budowy maszyn i urządzeń Elesa+Ganter. Wykorzystując bazę modeli 3D, która jest dostępna na stronie internetowej, dobierają elementy spełniające założenia danego projektu. Jako przykład prezentujemy stanowisko spawalnicze z robotem, w którym widać zamodelowany stół obrotowy z detalem, który będzie spawany. Dla każdego detalu inżynier decyduje o ilości punktów mocujących. W dolnej części stołu widać trzy łapy dociskowe GN 9192-S. (Rys. 2).
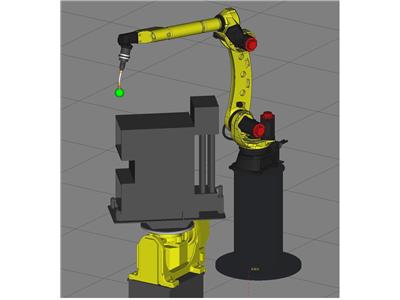 Rys. 2 Łapy dociskowe GN 9192-S w projekcie stanowiska spawalniczego.
Rys. 2 Łapy dociskowe GN 9192-S w projekcie stanowiska spawalniczego.
Dzięki zastosowaniu łap dociskowych GN 9192 uzyskano:
- solidne zamocowanie detalu podczas procesu spawania;
- pewne zamocowanie detalu podczas obrotu stołu w trakcie procesu spawania;
- szybsze przezbrojenie detalu za pomocą jednego rozmiaru klucza;
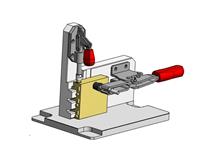
Poniżej zaprezentowano finalną realizację stanowiska z zastosowaniem łap dociskowych GN 9192-S (Rys. 3)

 Rys. 3 Łapy dociskowe GN 9192-S w finalnym zastosowaniu.
Rys. 3 Łapy dociskowe GN 9192-S w finalnym zastosowaniu.
Podsumowując łapy dociskowe Elesa+Ganter umożliwiają mocowanie detali z siłą od 5 do 10 kN, co zapewnia solidne i bezpieczne przytrzymanie elementów w różnych aplikacjach przemysłowych. Dodatkowo, dzięki skokowi wynoszącemu od 5 mm do 40 mm, można łatwo mocować detale o różnej wysokości, co zwiększa ich uniwersalność. Co więcej, łapy te można zaciskać zarówno za pomocą klucza, jak i dźwigni, co pozwala na szybkie mocowanie bez konieczności użycia dodatkowych narzędzi. Jest to szczególnie wygodne przy częstym przezbrajaniu, dla krótkich serii produkcyjnych i zmiennych warunków pracy, czyli zgodnie z ideą SMED.
W przypadku planów lub realizacji nowego projektu, zachęcamy do kontaktu z działem technicznym Elesa+Ganter, który służy pomocą w optymalnym rozwiązaniu każdego problemu natury technicznej
Linki do produktów:
Redakcja: Elesa+Ganter Polska
Informacje o pełnej ofercie ELESA + GANTER znajdują się na stronie: www.elesa-ganter.pl
Jeśli nie posiadasz katalogu w wersji papierowej – zamów
Kontakt:
Centrala: +48 22 737 70 47
Pomoc techniczna: +48 887 420 800
Czytaj także
-

O robotyce przemysłowej
Wprowadzenie Terminu „robot" użył po raz pierwszy czeski pisarz Karel Čapek w 1920 roku, w swojej sztuce „R.U.R." (Roboty uniwersalne...
-

Kluczowa rola wycinarek laserowych w obróbce metali
Wycinarki laserowe zrewolucjonizowały przemysł obróbki metali, oferując niezwykłą precyzję i efektywność. Dowiedz się, dlaczego są one...
-

-

-
-

-