Firma ASTECH prezentuje innowacyjne, w pełni zintegrowane rozwiązanie przeznaczone do pomiaru oraz analizy procesu walcowania wygładzającego (skin-pass) i współczynnika rozciągnięcia. Są to kluczowe parametry umożliwiające dokładne sterowanie nowoczesnymi walcarkami stosowanymi w przemyśle stalowym i metalowym. System VLM500-DG wykorzystuje dwa zaawansowane czujniki z serii VLM500, pracujące w układzie master–slave, co zapewnia wysoką niezawodność pomiarów. Uzyskane dane są przekazywane bezpośrednio do sterownika PLC lub innego systemu nadrzędnego za pośrednictwem protokołów Profinet lub EtherNet/IP. W zależności od charakterystyki i dynamiki walcarki skin-pass, urządzenie nadrzędne (Master) można skonfigurować przy użyciu zaledwie kilku parametrów, co znacząco upraszcza wdrożenie całego systemu. Cała konfiguracja realizowana jest za pomocą intuicyjnego oprogramowania serwisowego VLMTool.
Zasada działania systemu VLM500-DG
System VLM500-DG nadzoruje proces walcowania w oparciu o wewnętrzny algorytm pomiaru długości, który precyzyjnie uwzględnia nawet minimalne zmiany prędkości. Rozwiązanie składa się z jednego urządzenia typu master oraz jednego lub dwóch urządzeń slave VLM500. Jednostka master zarządza przebiegiem pomiarów oraz oblicza poziom skin-pass, czyli procentową wartość określającą zmianę długości materiału, a tym samym stopień jego odkształcenia po przejściu przez walcarkę.

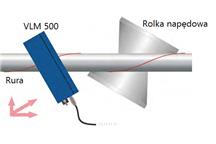
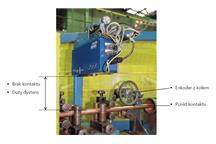
Rekomenduje się montaż czujnika VLM500 Master w strefie wejściowej instalacji. Czujnik VLM500 Slave powinien zostać zainstalowany po stronie wyjściowej. W konfiguracji wykorzystującej dwa czujniki Slave, drugi z nich należy umiejscowić w następnej sekcji wylotowej. Kluczowym ustawieniem systemu jest tzw. długość odświeżania (update length), która definiuje odległość w metrach pomiędzy kolejnymi obliczeniami i aktualizacjami wartości skin-pass. Po każdorazowym przebyciu zadanego dystansu czujnik Master inicjuje pomiar po stronie urządzeń Slave, które następnie przekazują zmierzone długości do jednostki nadrzędnej. Na podstawie zadanej długości odświeżania oraz danych pomiarowych otrzymanych z czujników Slave, urządzenie Master wylicza i aktualizuje aktualny poziom skin-pass.
- Autor:
- AP Automatyka
- Dodał:
- AP Automatyka S.C.
Czytaj także
-

Enkodery POSITAL – nowoczesne wsparcie na liniach produkcyjnych.
We współczesnym przemyśle produkcyjnym kluczowe znaczenie mają dokładność działania i niezawodność. To właśnie dzięki takim cechom możliwe jest...
-

Kluczowa rola wycinarek laserowych w obróbce metali
Wycinarki laserowe zrewolucjonizowały przemysł obróbki metali, oferując niezwykłą precyzję i efektywność. Dowiedz się, dlaczego są one...
-

-

-

-

-

-